টাইটানিয়াম অ্যানোড তৈরির পদক্ষেপগুলি নিম্নরূপ:
1. কাটিং
কাটিং একটি নির্দিষ্ট সরঞ্জাম বা পণ্যের জন্য প্রয়োজনীয় আকৃতি, পরিমাণ বা মানের উপর ভিত্তি করে উপকরণের একটি বৃহত্তর ব্যাচ থেকে একটি নির্দিষ্ট আকৃতি, পরিমাণ বা মানের উপকরণ অপসারণ জড়িত। উপাদান নির্বাচনের পরে, কাটার প্রক্রিয়াটি অঙ্কনের প্রয়োজনীয়তাগুলিকে কঠোরভাবে মেনে চলে, যার মধ্যে স্ক্রাইবিং, মার্কিং, হোল পাঞ্চিং এবং সম্ভাব্য পলিশিং জড়িত। প্রক্রিয়াকরণ প্রযুক্তির সঠিক পরিকল্পনা উপাদানের ক্ষতি কমাতে সাহায্য করে, সুনির্দিষ্ট কাটিং নিশ্চিত করে।
2. ঢালাই
যখন টাইটানিয়াম অ্যানোডগুলির উত্পাদন প্রক্রিয়ার কথা আসে, তখন ফাঁকা এবং তুরপুন করার পরে ঢালাই একটি অপরিহার্য পদক্ষেপ। আর্গন আর্ক ঢালাই সাধারণত টাইটানিয়াম উপকরণের জন্য ব্যবহার করা হয় এবং এটির জন্য একই ধরনের উপকরণ একসঙ্গে ঢালাই করা প্রয়োজন। প্লেট এবং টিউব ঢালাই জন্য, স্পট ঢালাই প্রাথমিকভাবে ব্যবহার করা হয়, সম্পূর্ণ ঢালাই দ্বারা অনুসরণ করা হয়। যাইহোক, শুধুমাত্র স্পট ঢালাই জাল কাঠামোর জন্য উপযুক্ত।
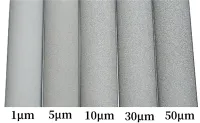
3. স্যান্ডব্লাস্টিং
স্যান্ডব্লাস্টিং হল একটি চিকিত্সা প্রক্রিয়া যা টাইটানিয়াম সাবস্ট্রেটের পৃষ্ঠে বালি স্প্রে করার জন্য সংকুচিত বায়ু দ্বারা চালিত একটি স্যান্ডব্লাস্টিং মেশিন ব্যবহার করে। বালির কণার প্রভাব পৃষ্ঠ থেকে অমেধ্য, বৈচিত্র্যময় রং এবং অক্সাইড স্তর অপসারণ করতে সাহায্য করে। উপরন্তু, স্যান্ডব্লাস্টিং সাবস্ট্রেট পৃষ্ঠকে রুক্ষ করে, কার্যকর যোগাযোগের ক্ষেত্র বাড়ায় এবং আবরণ এবং টাইটানিয়ামের মধ্যে আনুগত্য বাড়ায়। কোন মিস এলাকা ছাড়াই সমান এবং পুঙ্খানুপুঙ্খভাবে স্যান্ডব্লাস্টিং নিশ্চিত করা গুরুত্বপূর্ণ।
4. অ্যানিলিং
অ্যানিলিং হল ধাতুগুলির জন্য একটি তাপ চিকিত্সা প্রক্রিয়া যেখানে উপাদানটিকে ধীরে ধীরে একটি নির্দিষ্ট তাপমাত্রায় উত্তপ্ত করা হয়, পর্যাপ্ত সময়ের জন্য রাখা হয় এবং তারপরে উপযুক্ত হারে ঠান্ডা করা হয়। ফাঁকা প্রক্রিয়া চলাকালীন, কিছু উপকরণ বাঁকানো বা বিকৃত হতে পারে। পরবর্তী কাজের উপর প্রভাব কমানোর জন্য সরঞ্জাম এবং পদ্ধতি ব্যবহার করে সহজ সংশোধন করা যেতে পারে। যাইহোক, ঢালাইয়ের সময় উচ্চ তাপমাত্রা এবং স্যান্ডব্লাস্টিংয়ের সময় বাতাসের চাপ টাইটানিয়াম সাবস্ট্রেটে লক্ষণীয় বিকৃতি ঘটাতে পারে।
এটি মোকাবেলার জন্য, বোর্ড বা জালটি একটি পুরু স্টিলের প্লেটে স্থাপন করা হয়, যাতে এটি সমতল থাকে এবং কোণগুলির সাথে সারিবদ্ধ থাকে। একই আকারের আরেকটি ইস্পাত প্লেট উপরে স্থাপন করা হয় এবং চাপ প্রয়োগ করার জন্য তির্যকভাবে স্ক্রু করা হয়। দুটি অতিরিক্ত ইস্পাত প্লেট তারপর মধ্যম প্লেট বা জাল সম্পূর্ণভাবে সংকুচিত করতে ব্যবহৃত হয়। তারপর সমাবেশটি প্রায় 500 ডিগ্রিতে একটি চুল্লিতে উত্তপ্ত এবং আকার দেওয়া হয়। একটি নির্দিষ্ট সময়ের পরে, তাপমাত্রা 2 ঘন্টা ধরে রাখা হয়।
5. আচার
পিকলিং প্রক্রিয়া চলাকালীন, সালফিউরিক অ্যাসিড, নাইট্রিক অ্যাসিড এবং হাইড্রোফ্লোরিক অ্যাসিডের মতো বিভিন্ন অ্যাসিড সমন্বিত একটি ক্ষয়কারী দ্রবণ ব্যবহার করা হয়। ক্ষয়কারী মাধ্যমের তাপমাত্রা জারা-বিরোধী উপাদানের ক্ষয় প্রতিরোধের উপর উচ্চ প্রয়োজনীয়তা আরোপ করে। অক্সালিক অ্যাসিড একটি নির্দিষ্ট অনুপাত অনুযায়ী ফুটন্ত জলে মিশ্রিত হয় এবং ভিত্তি উপাদান ফুটন্ত দ্রবণে নিমজ্জিত হয়। অক্সালিক অ্যাসিড কার্যকরভাবে অ্যানিলিংয়ের সময় গঠিত সাবস্ট্রেট থেকে নীল স্কেল অপসারণ করে, পৃষ্ঠকে রুক্ষ করে এবং ক্ষয়ের মাধ্যমে অমেধ্য দূর করে। সাবস্ট্রেটের পৃষ্ঠে টাইটানিয়াম অক্সালেটের গঠন রোধ করতে আচারের সময় সাবধানে মনোযোগ দিতে হবে।
6. মূল্যবান ধাতু সমাধান প্রস্তুতি
উত্পাদন প্রক্রিয়ার মধ্যে, TOPTITECH গ্রাহকদের প্রকৃত চাহিদা অনুযায়ী মূল্যবান ধাতব সমাধান প্রস্তুত করে। পর্যাপ্ত শুকানোর সময় দেওয়ার জন্য পরিকল্পিত ব্রাশ স্তর প্রয়োগের এক দিন আগে সাধারণত তরল প্রস্তুতি সম্পন্ন করা হয়। শুকানোর সময় প্রস্তুত তরল নাড়লে বসতি রোধ হয়।
7. ব্রাশিং
ব্রাশ করার জন্য একটি প্রস্তুত মূল্যবান ধাতব তরল একটি ব্রাশ ব্যবহার করে সাবস্ট্রেটের উপর সমানভাবে প্রয়োগ করা জড়িত। প্রলিপ্ত স্তরটিকে তারপর একটি চুলায় শুকানো হয়, যাতে তরলটি দ্রুত স্তরের সাথে একত্রিত হয় এবং তরল প্রবাহ থেকে কোনও দৃশ্যমান চিহ্নকে বাধা দেয়। প্রথম পাঁচটি ব্রাশিংয়ে, সাবস্ট্রেটের পৃষ্ঠটি পূরণ করতে কিছুটা বেশি পরিমাণে তরল প্রয়োগ করা যেতে পারে। সাবস্ট্রেটের পিছনে একটি ব্রাশবিহীন প্রয়োগ করা উচিত, এমনকি কভারেজ নিশ্চিত করে এবং পূর্বে ব্রাশ করা জায়গাগুলিকে আড়াল করে, ফলে একটি দৃশ্যমান আকর্ষণীয় আবরণ তৈরি হয়। তরল বিশুদ্ধতা এবং পৃষ্ঠের নান্দনিকতা বজায় রাখার জন্য একটি মুখোশ পরা এবং একটি ভাল বায়ুচলাচল, ধুলো-মুক্ত পরিবেশে কাজ করা গুরুত্বপূর্ণ, জলের সাথে কোনও যোগাযোগ এড়িয়ে চলা।
8. বেকিং
শুকানোর পরে, প্লেটগুলি একটি বেকিং প্রক্রিয়ার মধ্য দিয়ে যায়। এগুলিকে একটি প্রি-হিটেড চুল্লিতে রাখা হয় এবং একটি নির্দিষ্ট সময়ের জন্য উষ্ণ রাখা হয়, তারপরে প্রাকৃতিক শীতলকরণ এবং অক্সিডেশন হয়। ব্রাশিং, শুকানো, গরম করা, তাপ সংরক্ষণ এবং ঠান্ডা করার এই চক্রটি একাধিকবার পুনরাবৃত্তি হয়, সাধারণত 14 থেকে 20টি ব্রাশিং পর্যন্ত।